What is Six Sigma?
Six Sigma (6σ) is a set of techniques and tools for process improvement. It was introduced by American engineer Bill Smith while working at Motorola in 1986. Jack Welch made it central to his business strategy at General Electric in 1995. A six-sigma process is one in which 99.99966% of all opportunities to produce some feature of a part are statistically expected to be free of defects.
The etymology is based on the Greek symbol “sigma” or “σ,” a statistical term for measuring process deviation from the process mean or target. “Six Sigma” comes from the bell curve used in statistics, where one Sigma symbolizes a single standard deviation from the mean. If the process has six Sigmas, three above and three below the mean, the defect rate is classified as “extremely low.”
The graph of the normal distribution below underscores the statistical assumptions of the Six Sigma model. The higher the standard deviation, the higher is the spread of values encountered. So, processes, where the mean is minimum 6σ away from the closest specification limit, are aimed at Six Sigma.

Graph of the normal distribution, which underlies the statistical assumptions of the Six Sigma model. In the center at 0, the Greek letter μ (mu) marks the mean, with the horizontal axis showing distance from the mean, marked in standard deviations and given the letter σ (sigma). The greater the standard deviation, the greater is the spread of values encountered. For the green curve shown above, μ = 0 and σ = 1. The upper and lower specification limits (marked USL and LSL) are at a distance of 6σ from the mean. Because of the properties of the normal distribution, values lying that far away from the mean are extremely unlikely: approximately 1 in a billion too low, and the same too high. Even if the mean were to move right or left by 1.5σ at some point in the future (1.5 sigma shift, colored red and blue), there is still a good safety cushion. This is why Six Sigma aims to have processes where the mean is at least 6σ away from the nearest specification limit.
Sigma Levels
A control chart depicting a process that experienced a 1.5 sigma drift in the process mean toward the upper specification limit starting at midnight. Control charts are used to maintain 6 sigma quality by signaling when quality professionals should investigate a process to find and eliminate special-cause variation.
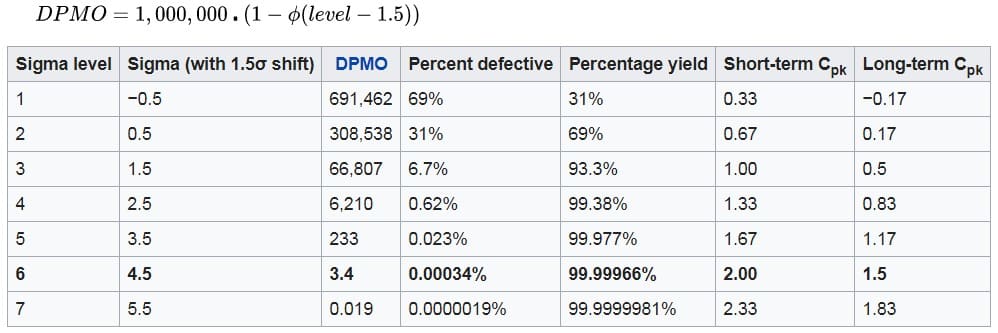
The table below gives long-term DPMO (defective parts per million opportunities) values corresponding to various short-term sigma levels.
These figures assume that the process mean will shift by 1.5 sigma toward the side with the critical specification limit. In other words, they assume that after the initial study determining the short-term sigma level, the long-term Cpk value will turn out to be 0.5 less than the short-term Cpk value. So, now for example, the DPMO figure given for 1 sigma assumes that the long-term process mean will be 0.5 sigma beyond the specification limit (Cpk = –0.17), rather than 1 sigma within it, as it was in the short-term study (Cpk = 0.33). Note that the defect percentages indicate only defects exceeding the specification limit to which the process mean is nearest. Defects beyond the far specification limit are not included in the percentages.
The formula used here to calculate the DPMO is thus
The 5 Key Principles of Six Sigma
The concept of Six Sigma has a simple goal – delivering near-perfect goods and services for business transformation for optimal customer satisfaction (CX).
Six Sigma has its foundations in five key principles:
-
Focus on the Customer
This is based on the popular belief that the “customer is the king.” The primary goal is to bring maximum benefit to the customer. For this, a business needs to understand its customers, their needs, and what drives sales or loyalty. This requires establishing the standard of quality as defined by what the customer or market demands.
-
Measure the Value Stream and Find Your Problem
Map the steps in a given process to determine areas of waste. Gather data to discover the specific problem area that is to be addressed or transformed. Have clearly defined goals for data collection, including defining the data to be collected, the reason for the data gathering, insights expected, ensuring the accuracy of measurements, and establishing a standardized data collection system. Ascertain if the data is helping to achieve the goals, whether or not the data needs to be refined, or additional information collected. Identify the problem. Ask questions and find the root cause.
-
Get Rid of the Junk
Once the problem is identified, make changes to the process to eliminate variation, thus removing defects. Remove the activities in the process that do not add to the customer value. If the value stream doesn’t reveal where the problem lies, tools are used to help discover the outliers and problem areas. Streamline functions to achieve quality control and efficiency. In the end, by taking out the above-mentioned junk, bottlenecks in the process are removed.
-
Keep the Ball Rolling
Involve all stakeholders. Adopt a structured process where your team contributes and collaborates their varied expertise for problem-solving. Six Sigma processes can have a great impact on an organization, so the team has to be proficient in the principles and methodologies used. Hence, specialized training and knowledge are required to reduce the risk of project or re-design failures and ensure that the process performs optimally.
-
Ensure a Flexible and Responsive Ecosystem
The essence of Six Sigma is business transformation and change. When a faulty or inefficient process is removed, it calls for a change in the work practice and employee approach. A robust culture of flexibility and responsiveness to changes in procedures can ensure streamlined project implementation. The people and departments involved should be able to adapt to change with ease, so to facilitate this, processes should be designed for a quick and seamless adoption. Ultimately, the company that has an eye fixed on the data examines the bottom line periodically and adjusts its processes where necessary, can gain a competitive edge.
Methodologies
Six Sigma projects follow two project methodologies inspired by Deming’s Plan–Do–Study–Act Cycle. These methodologies, composed of five phases each, bear the acronyms DMAIC and DMADV.
DMAIC is used for projects aimed at improving an existing business process.
DMADV is used for projects aimed at creating new product or process designs.
-
DMAIC

Fig. 1 The five steps of DMAIC
Each of the above phases of business transformation has several steps:
-
-
DEFINE
-
The Six Sigma process begins with a customer-centric approach.
Step 1: The business problem is defined from the customer perspective.
Step 2: Goals are set. What do you want to achieve? What are the resources you will use to achieve the goals?
Step 3: Map the process. Verify with the stakeholders that you are on the right track.
-
-
MEASURE
-
The second phase is focused on the metrics of the project and the tools used in the measurement. How can you improve? How can you quantify this?
Step 1: Measure your problem in numbers or with supporting data.
Step 2: Define performance yardstick. Fix the limits for “Y.”
Step 3: Evaluate the measurement system to be used. Can it help you achieve your outcome?
-
-
ANALYZE
-
The third phase analyzes the process to discover the influencing variables.
Step 1: Determine if your process is efficient and effective. Does the process help achieve what you need?
Step 2: Quantify your goals in numbers. For instance, reduce defective goods by 20%.
Step 3: Identify variations using historical data.
-
-
IMPROVE
-
This process investigates how the changes in “X” impact “Y.” This phase is where you identify how you can improve the process implementation.
Step 1: Identify possible reasons. Test to identify which of the “X” variables identified in Process III influence “Y.”
Step 2: Discover relationships between the variables.
Step 3: Establish process tolerance, defined as the precise values that certain variables can have, and still fall within acceptable boundaries, for instance, the quality of any given product. Which boundaries need X to hold Y within specifications? What operating conditions can impact the outcome? Process tolerances can be achieved by using tools like robust optimization and validation set.
-
-
CONTROL
-
In this final phase, you determine that the performance objective identified in the previous phase is well implemented and that the designed improvements are sustainable.
Step 1: Validate the measurement system to be used.
Step 2: Establish process capability. Is the goal being met? For instance, will the goal of reducing defective goods by 20 percent be achieved?
Step 3: Once the previous step is satisfied, implement the process.
-
DMADV or DFSS

Fig. 2 The five steps of DMADV
The DMADV project methodology, known as DFSS (“Design For Six Sigma”), features five phases:
-
- Define design goals that are consistent with customer demands and the enterprise strategy.
- Measure and identify CTQs (characteristics that are Critical To Quality), measure product capabilities, production process capability, and measure risks.
- Analyze to develop and design alternatives.
- Design an improved alternative, best suited per analysis in the previous step
Verify the design, set up pilot runs, implement the production process and hand it over to the process owner(s).
Quality Management Tools and Methods
Within the individual phases of a DMAIC or DMADV project, Six Sigma utilizes many established quality-management tools that are also used outside Six Sigma. The following table shows an overview of the main methods used.
- 5 Whys
- Statistical and fitting tools
- Analysis of variance
- General linear model
- ANOVA Gauge R&R
- Regression analysis
- Correlation
- Scatter diagram
- Chi-squared test
- Axiomatic design
- Business Process Mapping/Check sheet
- Cause & effects diagram (also known as fishbone or Ishikawa diagram)
- Control chart/Control plan (also known as a swimlane map)/Run charts
- Cost–benefit analysis
- CTQ tree
- Design of experiments/Stratification
- Histograms/Pareto analysis/Pareto chart
- Pick chart/Process capability/Rolled throughput yield
- Quality Function Deployment (QFD) Quantitative marketing research through use of Enterprise Feedback Management (EFM) systems
- Root cause analysis
- SIPOC analysis (Suppliers, Inputs, Process, Outputs, Customers)
- COPIS analysis (Customer centric version/perspective of SIPOC)
- Taguchi methods/Taguchi Loss Function
- Value stream mapping
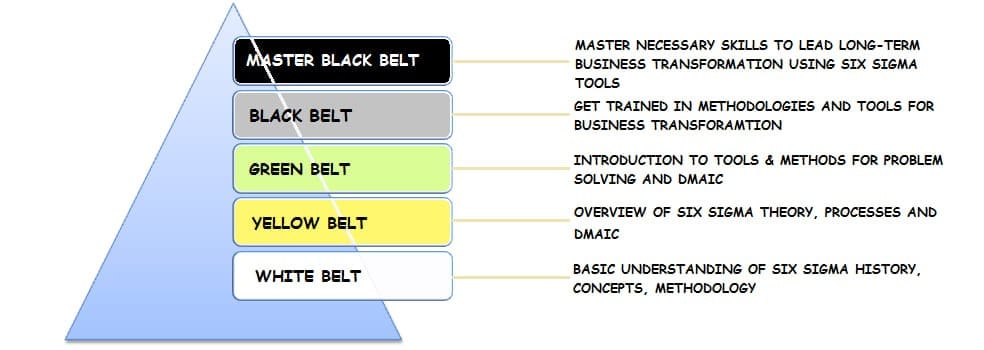
The Six Sigma Certification Levels